Geen producten in de winkelwagen.
‘Ghosting’ bij het 3D printen

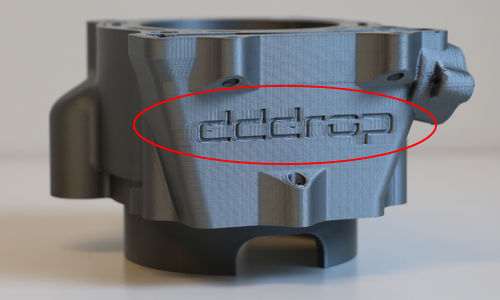
De zijwanden van 3D-geprinte modellen zijn samengesteld uit honderden afzonderlijke lagen. Wanneer alles optimaal werkt, lijken deze lagen één geheel en is het oppervlak aan de buitenkant van het model mooi vlak. Maar wanneer er iets mis gaat met het neerleggen van deze lagen, wordt dit in veel gevallen duidelijk zichtbaar aan de buitenkant van de 3D-print. Deze onjuiste lagen uiten zich in lijnen of richels aan de zijkanten van het model. Dit kan ontstaan door verschillende oorzaken één daarvan is ghosting. In dit blog leggen we uit hoe ghosting ontstaat en hoe het kan worden voorkomen.
We hebben het over ghosting wanneer de lijnen of richels zich over het oppervlak van het 3D-model lijken te herhalen. De oneffenheden ontstaan door ghosting zijn te herkennen doordat ze net na de bocht het meest aanwezig zijn en daarna langzaam weer verdwijnen. Meestal zijn de lijnen vrij subtiel, vandaar de term ‘ghosting’. Toch streven we altijd naar een zo strak mogelijk model en dus kan ghosting het aanzicht van een model een stuk minder fraai maken.
Hoe ontstaat het?
Ghosting wordt veroorzaakt door trillingen. In de meeste gevallen ontstaan deze wanneer bewegende delen, zoals de printkop, plotseling van bewegingsrichting of snelheid veranderen. Het komt vaak voor bij 3D-modellen met scherpe hoeken. Bij veel 3D-printers is de snelheid tijdens het printproces gelijk. Dit betekent dat de printkop met ‘volle’ vaart en met een dezelfde hoeveelheid materiaal door de bocht gaat. Wat er voor zorgt dat er eigenlijk te veel materiaal te snel wordt neergelegd waardoor het niet mooi uitvloeit. Bovendien zorgt de massa van de printkop in combinatie met de snelle richtingsverandering ervoor dat er trillingen in de printkop ontstaan en deze terug te zien zijn het model. Zodra de trillingen voorbij zijn worden de lagen weer mooi egaal neergelegd.
Hoe kan het worden voorkomen?
Om ghosting te voorkomen is het van belang om efficiënt om te gaan met de snelheid van de printkop en de neer te leggen hoeveelheid materiaal. Dit houdt in dat de printkop geleidelijk en op tijd afgeremd moet worden en er minder materiaal door de kop moet gaan, voor er van richting veranderd wordt. Dus bijvoorbeeld voor een scherpe bocht. Na de bocht is het van belang dat de snelheid geleidelijk weer wordt opgevoerd om zo trillingen in de printkop te voorkomen.
dddrop EVO Twin
Bij dddrop staat continue verbetering en optimalisatie van 3D-printprocessen hoog op de agenda. Tijdens de ontwikkeling van de nieuwe dddrop EVO Twin, was de beheersing van de snelheid van de printkop een zeer belangrijk uitgangspunt. Dit resulteert in een perfecte acceleratie en deceleratie van de printkop, wat zorgt voor strakkere 3D-printmodellen en efficiëntie in de printsnelheid. De algemene printsnelheid kan aanzienlijk worden verhoogd zonder dat dit afbreuk doet aan de kwaliteit van een 3D-model, zelfs met scherpe hoeken.