Geen producten in de winkelwagen.
Hoe kan ik sneller printen?
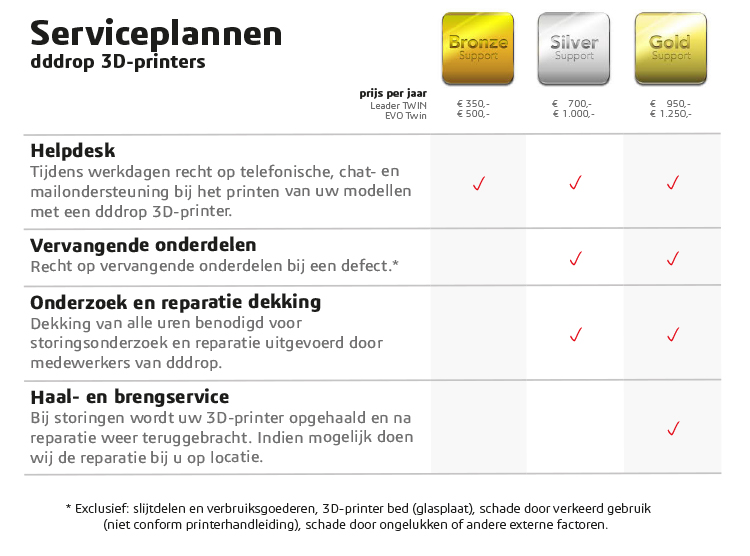
Met gebruik van een 3D-printer heeft u snel een product of prototype in handen. Maar er zijn altijd situaties waarin snel niet snel genoeg is. De helpdesk krijgt dan ook regelmatig de vraag of het printproces vlotter kan. Dat kan inderdaad, maar heeft soms wel gevolgen voor de kwaliteit van de print. Hieronder leest u een aantal mogelijkheden om sneller te printen, maar ook welke gevolgen dit kan hebben voor het eindproduct.
- Default printing speed aanpassen
De meest logische optie is het aanpassen van de printsnelheid in de settings van uw slicing software. Door deze te versnellen, wordt de printkop echter ook met een snellere beweging door de hoeken ‘gedwongen’. De snelheid kan daarom ten kost gaan van de nauwkeurigheid op niet rechte delen. Bij dddrop staat continue verbetering en optimalisatie van 3D-printprocessen hoog op de agenda. Tijdens de ontwikkeling van de dddrop EVO Twin, was de beheersing van de snelheid van de printkop een zeer belangrijk uitgangspunt. Dit resulteert in een perfecte acceleratie en deceleratie van de printkop, wat zorgt voor strakkere 3D-printmodellen en efficiëntie in de printsnelheid. De algemene printsnelheid kan aanzienlijk worden verhoogd zonder dat dit afbreuk doet aan de kwaliteit van een 3D-model, zelfs met scherpe hoeken. Heeft u dus een rechttoe rechtaan product, dan is het geen probleem om de printing speed op te krikken. Maar zitten er veel details in uw product, dan is het van belang dit zorgvuldig te doen.
- Infill structuur en massieve buitenlagen

Massieve prints worden opgebouwd uit sterke buitenlagen, gevuld met een complexe honingraat. U kunt ook kiezen voor minder buitenlagen en een eenvoudige infill. Zo wordt het product goedkoper (er is minder filament nodig) en het product is eerder klaar. Hoe luchtiger de vulling, des te sneller de print af is. Let echter wel op de verhouding met het aantal massieve buitenlagen, anders kan de print gaan doorhangen. Daarnaast kunt u zich voorstellen dat een luchtigere infill en minder massieve buitenlagen leiden tot een kwetsbaarder product. Pas deze techniek daarom alleen toe bij producten waarvoor de sterkte van ondergeschikt belang is, zoals bij statische zichtmodellen.
- Meerdere producten in één keer printen
Soms willen klanten snel printen om het product dezelfde werkdag nog af te krijgen. Zo kan de nieuwe aangezet worden voordat ze naar huis gaan. We adviseren dan om meerdere producten tegelijkertijd te printen. Als het model klein genoeg is, kunt u er namelijk meerdere op één plaat ‘nesten’. In dat geval zijn beide producten de volgende ochtend klaar, zonder omkijken. Het printen gaat daarnaast sneller dan één voor één, omdat de printer niet opnieuw ingesteld en opgewarmd hoeft te worden. Het is hierbij wel belangrijk dat de prints van hetzelfde materiaal zijn. Anders loopt u aan tegen verschillende bed- en nozzletemperaturen en het tijdrovende schakelen tussen printmaterialen.
- Grotere nozzle en laaghoogte
Wanneer u grotere lagen filament neerlegt, is het model sneller opgebouwd. Hiervoor kiest u een grote nozzle en stelt de maximale laaghoogte in. Dit betekent wel dat de lagen minder breed zijn, wat gevolgen heeft voor de stevigheid van het product. Daarnaast gaan de details van een product verloren bij deze dikke printlagen. Kies daarom alleen voor deze aanpak bij producten waarvoor nauwkeurigheid geen rol speelt.
- Keuze van het supportmateriaal
Bij een printer met een dubbele extruder, kunt u werken met wateroplosbaar support materiaal. Hiervoor moet de printer echter steeds schakelen tussen de twee materialen, en dat kost tijd. Zeker als in elke laag beide materialen nodig zijn, kan de printduur flink oplopen. U kunt daarom ook kiezen voor breekbaar supportmateriaal. Als u deze optie aanvinkt, wordt het productiemateriaal (bijv. PLA of ABS) ook gebruikt als ondersteuning. Deze wordt dan in een luchtiger patroon geprint, zodat het eenvoudig weg te breken is. U hoeft dan ook niet meer te wachten totdat het supportmateriaal is opgelost. De nabewerking zal daarentegen wel meer tijd kosten, de prints kunnen er grover uitzien nadat het ondersteuningsmateriaal is weggebroken. Maar dit weegt niet op tegen de tijd die u uitspaart tijdens het printen!